
How to Calibrate an RTD Using
a Dry Block Calibrator
Kurt Zabriskie | Manager for Fluke Calibration Temperature Products
In this Webinar, Kurt Zabriskie, Product Manager for Fluke Calibration Temperature Products, discusses the process and necessary considerations for the calibration of an RTD probe using a Dry Block or Dry Well Calibrator. Kurt thoroughly detains the potential sources of measurement error during the Dry Block calibration process, examines the types of Dry Block Calibrators available and their various applications, and ends the presentation with a step by step RTD calibration example.
Nicole: My name is Nicole VanWert from Transcat and I’ll be your moderator this afternoon. Our webinar topic is How to Calibrate an RTD Using a Dry-Block Calibrator. Our presenter today is Kurt Zabriskie from Fluke Calibration, which is formerly Hart Scientific. Kurt is the Western US Products Manager for Fluke Calibration Temperature Products. He has been with Fluke Calibration or formerly, Hart Scientific, for seventeen years and has spent time working on a number of different roles with respect to Fluke’s temperature business. The majority of Kurt’s work experience has involved dry wells and heat sources in some way or another. He is currently working with Fluke Calibration customers by providing solutions to temperature calibration needs and helping customers solve their most difficult calibration requirements.
We expect today’s presentation to last roughly thirty minutes, and then we’ll answer any questions that have been submitted. During the presentation, you can send questions through the question box to the right in your webinar control. I also want to mention that this webinar is being recorded. Each of you will receive a follow-up email with the link to the recorded webinar and the slides of today’s presentation. At this time, I’m going to turn the presentation over to Kurt.
How to Calibrate an RTD Using a Dry Block Calibrator: Agenda
Kurt: Thank you Nicole for that introduction. I’m really excited to be here today. I appreciate all of you that are on for tuning in. I am broadcasting today from our American Fork Facility, which is shown in the picture there, the Rocky Mountains in the background. I’m in the appropriately named Kelvin room today and we’ll go ahead and get started. Thanks again for being here.
A little bit about the agenda today. Obviously, the webinar is discussing how to calibrate an RTD using a dry well calibrator. We’ll do first a brief introduction about dry-block or dry well calibrators, spend some time talking about sources of errors that come up while you’re using those. We’ll talk about ways to find solutions to resolve those kinds of errors and problems that you might run into. We’ll talk about calculating some uncertainties.
That’s a good discussion to have and I’ll have some examples there for you that’ll be helpful, I think. How to deal with probes that have odd shapes and sizes comes up quite often with customers. That’s another topic we’ll talk about. We’ll talk about temperature range and concerns around that.
I’ll briefly touch on liquid in glass thermometers. Many of you may know that those are on the way out. We’ll talk a little bit about those. I’ve got an example in the slide show which will actually go through a calibration of a probe and let you see how that might work. Then, we’ll talk a little bit about maintenance of a dry well and then summarize. Having said that, that’ll be our agenda and we’ll head right on into it.
Back to Top of Page ↑
Dry Well or Dry Block Calibrator Introduction
As an introduction to dry-block calibrators, sometimes they are called dry wells or dry-blocks. Either name is fine, but we hear both of those terms interchangeably. They are moderately accurate. They do a pretty nice job to provide a temperature heat source to put a probe into. The accuracy of those has definitely improved over the years as I’ve been here at Fluke. They typically have a fixed-hole diameter, meaning that whatever hole that you’re putting the probe in, it is fixed. Unless you have an interchangeable insert, down by the 9140, at the bottom of this slide you have what you’ve got. They usually have a fixed immersion depth, meaning the hole has a certain depth associated with it.
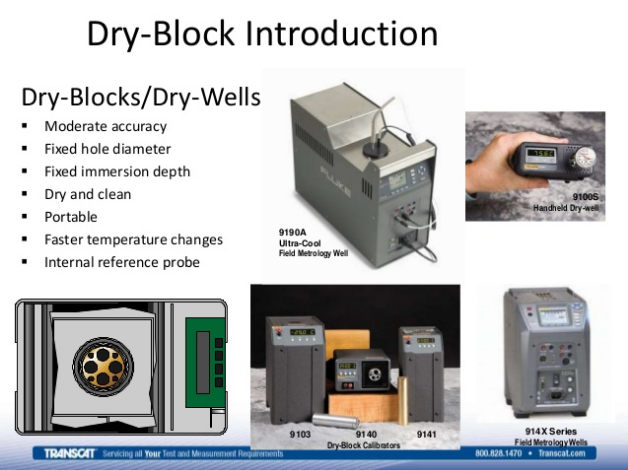
They are dry and clean, which can be an advantage in some situations. Obviously, we’re not working with fluids. They can be highly portable. The example in the upper right corner is a model 9100S-A, which is very small. It can be used up to 375 degrees C and still hold it in your hand. They are typically faster to change temperatures. Dry wells typically move pretty quickly in temperature, and then some of them, we do have an option these days for an internal reference to be used in conjunction with it, such as the example on the bottom right has that option on the front. To just have brief introduction of what some of them might look like. The one on the center, you can go as cold as -95 or -100 degrees C with something like that, 9190a, all the way up to 1200 degrees C in some of our thermocouple furnaces, to give you a good introduction of what we’ll be talking about today.
Back to Top of Page ↑
Need a new Dry Block Calibrator? Check out our Fluke Calibration Temperature Source Selection Guide
Dry Block Calibration: Sources of Measurement Error
We’re going to spend a fair amount of time talking about sources of errors. There is a lot to be considered with this and something that I think quite honestly gets overlooked quite often. We’ll spend some time talking about them, and then we’ll talk about some ways to deal with those sources of errors. We’ll cover immersion effects. That would be how far into the dry well do I put a probe and how does that impact the work that I’m doing. We’ll talk about stem-conduction, how much does that probe radiate heat out of the dry well. Contact errors or how well does the probe fit in the dry well. Display accuracy is something that we definitely want to take a look at. The stability of the instrument is important, as well as the uniformity, both radio and actually. Then we might also spend a few minutes talking about loading, which would be when I put a lot of probes in there, versus just a couple, what kind of impact does that have. Those are the errors that we’ll cover here in the next few minutes.
Back to Top of Page ↑
Dry Block Sources of Error: Immersion Effects
When we talk about immersion effects, basically talking about the immersion depth of a UUT and it is very important. The way that a dry-block is usually calibrated by the manufacturer is by fully inserting a reference probe into the dry well and then taking some data about the temperatures of the dry well, and providing the dry well with some calibration coefficients to create offsets based on what their reference is reading. In this example, you can see that the top display in red is the reference that’s being inserted into the top of the dry well, and the display in the greenish yellow color is an embedded sensor within the dry well. That embedded sensor is not visible to the user. You could peer down into the well but you wouldn’t quite be able to see it. That’s alongside the well of the instrument.
When dry wells are calibrated, a reference probe is put down the center and we try to align those probes as closely as possible, illustrated in the red circle. It’s important, if at all possible, for someone who is using a dry well to use it in the same manner that it gets calibrated in. If I’m going to use a dry well as a heat source, ideally I would put my unit under test all the way into the bottom of the instruments. This is what we would call a comparison measurement in the metrology world for temperature. We’re comparing one sensor to another and we’re always doing ourselves a favor if we can immerse those at a similar depth. The challenge with a dry well is you don’t always see where that other sensor is, and we’ll talk a little bit more about our specifications around how to deal with that, but the immersion effects, they are important.
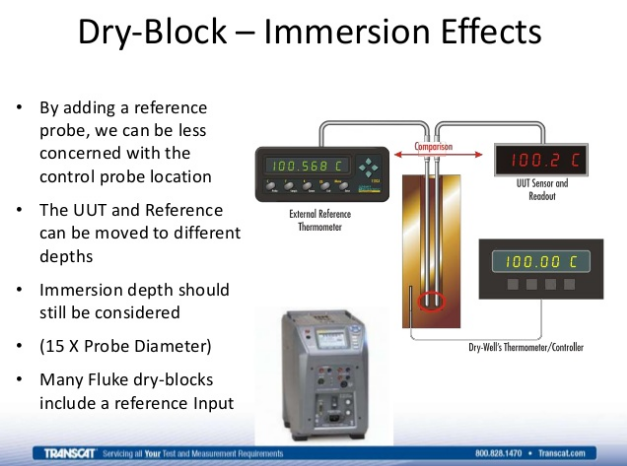
A little bit more about immersion. By adding a reference probe, we can lessen the concerns with the control probe location. In this illustration, we have the unit under test on the right in red. We have the temperature of the dry well, bottom right in yellow, and then we have an external reference thermometer on the left in green numbers. We can compare a unit under test (UUT) to an external reference thermometer in a dry well. When we do that, as you’ll note in the red circle at the bottom of the drywell, you’ll note that we’re comparing the unit under test to an external reference. We’re simply using the dry well in this case as a medium or a heat source, or an environment for the probes to be in while we do that comparison. This helps us to be less concerned with the overall depth of the probes. You could get away with calibrating a shorter probe, for example, because I’m not as concerned about the actual control probe of the dry well that’s embedded inside the instrument. This allows you to move it to different heights, obviously.
Immersion depth should still be something to be considered, however. We want to make that the ambient air isn’t having too much of an impact on the measurement and a good rule of thumb to help with that is to try to stick with a value of fifteen times the probe diameter, plus the sensor length of that probe. Obviously, it’s kind of difficult to see the senor length in all the probes that you might run into, but if you can contact the manufacturer, a lot of times they’ll be able to provide you with that. Anywhere from an inch and a quarter to a half an inch is pretty typical for a sensor length, but if I can do a quick calculation of the length of the sensor plus fifteen times the diameter of the probe and use that as a guide to help me decide how deep I should try to immerse a probe, that’s a great way to make sure that the immersion effects are going be minimized.
Many of the Fluke dry-block calibrators include a reference input internal to the instrument. In the bottom left image, the 914x series illustrates a device that would have this external reference thermometer embedded so that you don’t have to pack around an X-Ray instrument during field work. We’ll look at that a little bit more as we move on.
Back to Top of Page ↑
Dry Block Sources of Error: Stem Conduction
Stem conduction is another thing to consider. It can be a source of error. This may impact the ability to make a good measurement. In this illustration, you see that a sheath of the probe acts as a heat sink and allows heat to be pulled from the bottom of the probe or the tip of the probe hop out into ambient air. The probe diameter is a key component of this. A large diameter probe provides a bigger conduit for heat to be moved out into the atmosphere. If it’s smaller in diameter, such an eighth of an inch, we really do ourselves a favor to reduce this problem. Now, if I’m following that fifteen times the diameter plus sensor length rule, you’ll note that because we’re talking about diameter in that equation, we’re helping to accommodate that or to factor in the diameter of the probe. As the depths get shorter, then this concern becomes a bigger deal. You want to keep that in mind.
One question that I get quite often is, “I have met the fifteen times the probe plus the sensor length requirement, but my probe still has ten inches of sheath of metal material hanging out of the dry well. Does that extra length have an impact?” The answer is no. As long as you’re following that rule, it doesn’t really matter how much metal is out there, if you’d imagine it by the time you got to the few inches from the heat source, it’s going to have to get to ambient, so it really doesn’t have much of a factor on it.
Back to Top of Page ↑
Dry Block Sources of Error: Well Contact Errors
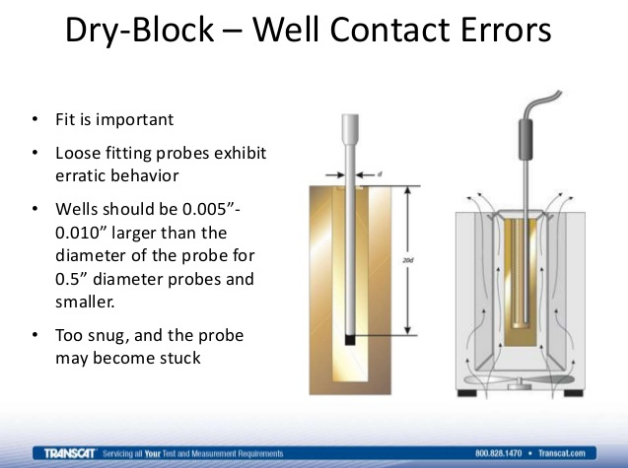
How well a probe fits into the unit is also important. Loose-fitting probes really do exhibit some bad behaviors. They tend to move around a lot. They are not real stable and each time you insert the probe, you may get a different reading from it, depending on how it’s touching the sides. A good rule of thumb is that the well that you’re putting a probe in should be about five to ten thousandths larger than the diameter of the probe that you’re putting in there. For half inch or larger diameter probes, we’d tell you to put more like fifteen to twenty thousandths of room between the two. The goal is to make it fit well, but not get it stuck. Keeping the well clean and the probe clean is also important. We don’t want to have any debris in there to take out that space that we’re trying to provide. The idea here is if it’s too loose, we’re going to create larger errors. Some guidelines for you to use.
Back to Top of Page ↑
Dry Block Sources of Error: Display Accuracy
Dry-blocks do have a display on them. Obviously, they have a temperature display that you use to set the temperature of it, and those displays have an accuracy associated with them. Generally, those are a one-year specification, if you take a look at the spec sheet it’ll usually tell you that.
This is a calibration of that internal sensor that we talked about a few slides ago. We’re basically characterizing that sensor. Those sensors are almost always designed to be very robust and industrial. Dry wells typically get packed around in the field quite a bit, so we need those to be fairly robust. A robust probe generally needs a little higher tolerance associated with it. This can be one of the largest contributors to an uncertainty in a measurement. Using a reference probe can be helpful. Over the years, we’ve gotten better at this, but one of the goals here is for you to be able to use the calibrator for an extended period of time in the field, and then return for calibration. We certainly want you to have a good experience with that and we want you to have it returned within in tolerance condition on the as-found report. By providing a little bit broader uncertainty around display accuracy further guarantees that that’s going to happen when you return it.
Maybe part of the reason why you see those values being a little bit larger, a couple of tenths of a degree C is pretty good for a dry well with display accuracy. Part of the reason we’ve started to integrate reference thermometers into a dry well is to try to reduce those uncertainties.
Back to Top of Page ↑
Dry Block Sources of Error: Stability
Stability is another area that we need to consider when we’re using dry well calibrators. All of them should have a specification on the spec sheet for them, describing what that stability should be. It’s easy to check this parameter, you would just insert a reference probe into the well. It doesn’t need to be calibrated, it just needs to be stable. You go ahead and set the dry well to the temperature of interest, give it about fifteen minutes to stabilize and then record data for a period of time. It’s not uncommon for stability to be evaluated for a thirty-minute period to determine if it meets spec, but you may need to check with the manufacturer to make sure you understand what their length of time was when determining stability.
Dry wells almost always have a proportional band setting in them that will allow you to adjust the stability or change the behavior of the instrument as temperature changes. This can be optimized by changing the value of the proportional band, but typically those proportional bands are set at a value that offers the best performance over the entire range of the dry well. If you change that proportional band value, you need to consider that it might not meet specification at a different temperature. There almost always is a proportional band setting on the calibration report. If you ever wonder what it was at during calibration, you should be able to find that on your cal report. If you want to try to really do the best you can with stability at a specific temperature, you can change that proportional band to improve it at that temperature. Just keep in mind that it does have impact on the entire range. You want to keep an eye on stability. We need the dry well to be stable and uniform while we use it. It’s a key component there.
Back to Top of Page ↑
Dry Block Sources of Error: Axial Uniformity
Axial uniformity is important. This really looks at how uniform the dry well is from top to bottom, across the length of that insert. It’s generally somewhat inherent to the design of the instrument. The closer our sensing element is to ambient air, the larger the uncertainties are. In this illustration, this is kind of a worst case scenario. I’ve got a UUT that’s a long ways away from my control probe and it has a lot of mass associated with it an ambient, which can impact the measurement. The higher the temperature is of the dry well or further we are from ambient temperatures the larger that relationship or problem becomes.
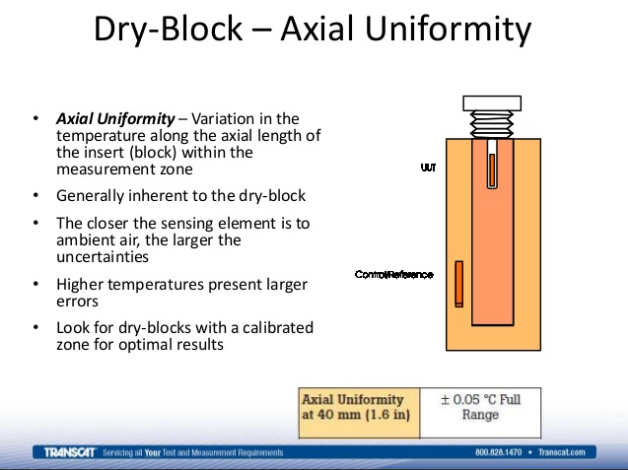
Ideally, we want to look for dry-block calibrators that have a zone near the bottom that’s been calibrated and in this example at the bottom, you’ll see that we have an example of an axial uniformity from an instrument, and it shows that the bottom forty millimeters or 1.6 inches, I can expect to see a 0.05 degree C uncertainty associated with the axial uniformity. The illustration shows that I’m outside of that 1.6-inch range at the bottom of the instrument. I am going to need to consider a little bit more than just that specification in this case.
If you’re looking for dry wells that have these kinds of parameters in them, typically you’ll find that those have zone controls. If we have an axial uniformity specification like this, it’s an indicator that the dry well has the ability to be calibrated from top to bottom, which is an advantage and we should probably look for that in an instrument, if we can.
Back to Top of Page ↑
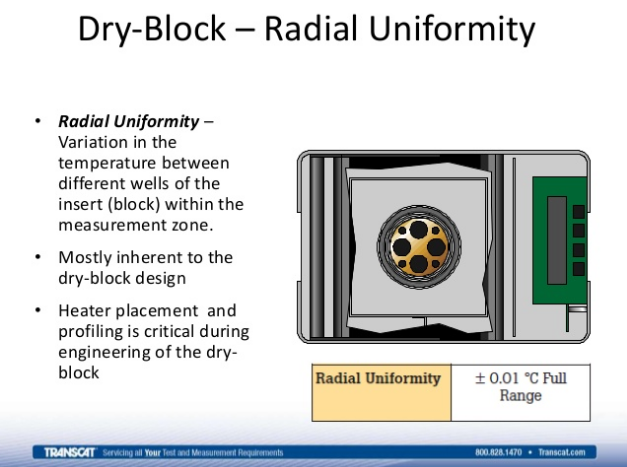
Dry Block Sources of Error: Radial Uniformity
Radial uniformity is another consideration. This is the variation between the different wells of the instrument. This is mostly inherent to the design of the instrument. We don’t typically see a way to calibrate that. Heater placement and the profiling of that dry well’s block is where this parameter comes from. We have an example here, as well, about what that parameter might look like. Radial uniformity in this case is 10 millikelvin or 0.01 degree C across the full range. When I’m putting two probes into this instrument and I’m comparing them one another, I should be considering what the radial uniformity of the instrument is to determine the uncertainty of the work I’m doing.
Back to Top of Page ↑
Dry Block Sources of Error: Loading
Loading is the last of the sources of areas that I’m planning to cover today, and it can have an impact on the uncertainty. It’s something that we need to be aware of. Some of the models out there have the specification and others don’t. You can evaluate a dry well in the field pretty easily. You would simply do that by putting a simple probe in there, a reference, and taking a measurement over a period of time, maybe ten minutes or so. Then, insert as many of the other probes as you’d like. Maybe four or five additional probes. You’re just evaluating to see how much the temperature changes once the instrument is stable again. Compare the two sets of data that you’ve taken to see how much the change is.
For the instrument in the illustration here, the loading effect with a single probe, as opposed to three additional probes of the same diameter works out to be about 6 millikelvin or 0.06 degree C. One word about the Fluke product line. If you do see a specification like that, we’ve really worked hard to try to ensure that in every case our units outperform those specifications by quite a bit. We don’t take a sample of maybe a few instruments and then pick the best one, we look to find a number that we’re always going to meet and we also guardband against that as well, to try to ensure that you can rely on those specifications, but it is recommended to check them and make sure that they are performing the way that it should.
Back to Top of Page ↑
Dry Block Calibration: Uncertainty Calculation
Let’s talk a little bit about calculating uncertainty. We’ve talked about all these uncertainties and all the errors that get plugged into the system that we’re working on. The RSS Method or Root Sum Squared Method is generally the most acceptable way to account for uncertainties when using dry-block calibrators. In this example, we’re taking a number of those parameters. We’re taking a reference probe and the stability, and the uniformity of a dry well, and we’re plugging it into a root sum squared format. It looks like my slide is missing the totals. I apologize for that, but we’d eventually come up with a parameter. In this case, I think it was about 0.113 degree C, in the example that we used here. It’s a really pretty simple way to do it and it’s very widely accepted to handle it that way.
The other way to approach the uncertainty calculation is through a fully GUM compliant uncertainly analysis. In this example, we have a list of uncertainties on the left and then a series of temperatures across the top. At each temperature, we evaluate what each of the devices and parameters within our system, how much they contribute to the overall uncertainty. At the bottom, you get to see what the total is. For example, at -38 degree C, this is an example from our calibration lab here in American Fork. You’ll see at the bottom, we have a 20.6 mK uncertainty associated with that measurement for this system. You’ll see things like radial uniformity and axial uniformity, our unit under test, read-out, whatever we’re reading that unit under test was.
You can take this to the nth degree if you want. It’s not necessarily typical for a dry-block calibrator to be evaluated this way, but it can be. We do some of this in our lab. A couple of different examples of what to do with those numbers once they have them. Root sum squared method is most common and a fully GUM compliant process is also acceptable.
Back to Top of Page ↑
Dry Block Calibration: Odd Shaped Probes
<p >I wanted to talk a little bit about odd-shaped probes for just a moment and I get a lot of customers who call in who have probes that might have tapers, shoulders in them that may be bent on purpose or maybe they have a slight bend in them for some reason, they don’t go in a dry well very well. Really short probes can be a problem. In one of our illustrations, we saw that. There are some fluidized baths, we call them micro-baths at Fluke that can be used. When one of the inserts at the bottom left illustration there that shows six of the insert types that we have available. If none of those seem to accommodate very well I can always consider a small portable fluidized bath as an option to deal with those funny shaped probes. One other option would be to have us make a custom insert for your dry well. You can always contact Transcat to ask about having a custom insert built.
Back to Top of Page ↑
Need a New RTD or PRT Probe? Check out our Fluke Thermometer Probe Selection Guide
Dry Block Calibration Temperature Range Considerations
Temperature range is something that we need to consider when we’re using dry-block calibrators. I mentioned earlier that we can cover roughly -100 to 1200 degree C in the instruments we have available today. It would be great if we could stick all those into one unit, but we find that the performance sacrifice when we do that isn’t really ideal. We like to try to keep them separate to try to enhance the amount of performance we get out of each instrument. You may need to use one or two, or maybe even three instruments to cover the entire range, and that’s certainly okay to switch from one to the next. You’ll just need to consider those sources of errors that we talked about earlier. In the colder units, we typically use a refrigeration source of some sort and those generally don’t like really high temperatures. The technologies that are used to do one or the other can be a challenge.
Back to Top of Page ↑
Liquid In Glass Thermometers with Dry Block Calibrators
I wanted to talk about liquid and glass thermometers briefly. Not really recommended to use those in a dry-block calibrator. In my days, on the service team, we’d see dry wells come in somewhat often that one of them had been broken off inside the instrument. That’s kind of a bad scenario. Mercury thermometers have environmental concerns. We don’t want to break them in a dry well. If you notice the tip of that liquid and glass thermometer that’s broken there, they generally will taper down a little bit at the tip and that provides for bad contact in the end of a dry well. The fit isn’t real good and we’ve had customers try to get around that by using fluids or thermo-electric grease or something like that, and fluids and greases in a dry well aren’t really recommended. They tend to collect contaminants, but also migrate their way around inside the instrument and can eventually short out heaters and cause problems with control sensors.
The 1551 stick thermometer on the right of the picture there is a replacement that Fluke has designed to help with liquid in glass thermometer replacements. The uncertainties of those is about 0.05 degree C and they cover a range of -200 up to about 150 degree C. They cover a pretty broad range, but we don’t recommend putting liquid and glass thermometers in a dry well, if you can avoid it.
Back to Top of Page ↑
Check out our Fluke Thermometer Readout Selection Guide for liquid in glass replacements
Dry Block Calibrator Maintenance
We want to make sure we maintain the dry-block calibrator properly. We want to keep the wells clean, keep the inserts clean. Scotch-Brite pads and then gun cleaning kit are what we typically use and recommend. You want to try to keep debris out of there, deep scaling and oxidation off them so the inserts that are coming in and out of the instrument well. We want to try to avoid dropping inserts or other heavy things in the dry well. That can disturb the control sensor. When you’re putting an insert in and out of a dry well, you want to use the tongs or whatever device is provided to put the insert in. You want to use that to help you do it. We talked about the thermo-grease a little bit. Regular calibration is important and verifying stability is also important.
Back to Top of Page ↑
RTD Calibration Example
Here is an example I wanted to run through about calibrating an RTD. We have a three-point calibration we want to do. We’re going to do it for -95 to zero to 140. We want to utilize the 9190 with the process option. As you can see, on the front we have the UUT and the block cable that looks like a phone cord, and then we have our reference probe, which is the probe with the white cable. We’ve got both of those probes inserted into the top of the dry well. The dry well is set at -95. We set that 9190 to each of those three set points and generally, we like to start with the lowest temperature first. Dry wells typically will heat up much quicker than they will cool down. It’s really just a matter of speeding up the process and making the most use of our time by starting at the cold and then moving up.
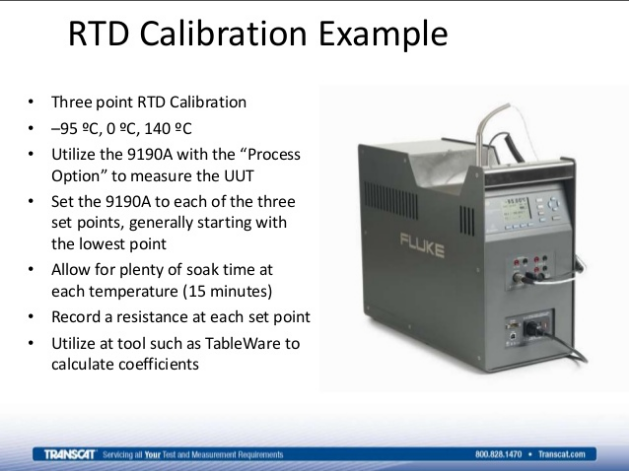
We want to allow for plenty of soak time between the temperatures. Fifteen minutes is a pretty good amount of time to wait to ensure that the dry-block calibrator is stable and uniform. Once we get to each of those temperatures and have waited that fifteen-minute soak time, then we want to record the resistance of the unit under test at each of those temperatures. Or, if it’s a thermocouple, we would record the voltage reading that we get.
Back to Top of Page ↑
Tableware Software for RTD Calibration
We would utilize some sort of a tool to take that information we get those resistance measurements or electrical measurements we get from the unit under test and calculate coefficients for the probe. We have some of our customers who use our TableWare product. We have others who have even designed their own spreadsheets to calculate coefficients. The math behind it isn’t a secret or black magic, but it can be a little bit complicated. The use of a piece of software would be handy. This is an example of TableWare, which is a Fluke product. I added an extra point here, so you’ll notice on the left column we’ve got reference temperatures. I added the 50-point. We took measurements at -95, zero, 50 and 150, and then under the right column, you’ll see the UUT or the unit under test reference resistances.
We just plug those resistances in that we’ve recorded after waiting for allotted soak time, and when I click the Calculate button, it will spit out a set of coefficients for me to use with that probe when I to go to attach it to another meter or something like that. It’s really not a difficult process to calibrate an RTD in a dry well, but as we talked about all the things you need to consider while you’re doing it, there is a lot to think about while you’re doing it, but collecting the data really is kind of the easy part, in my opinion.
Back to Top of Page ↑
Using a DAQ for RTD Calibration
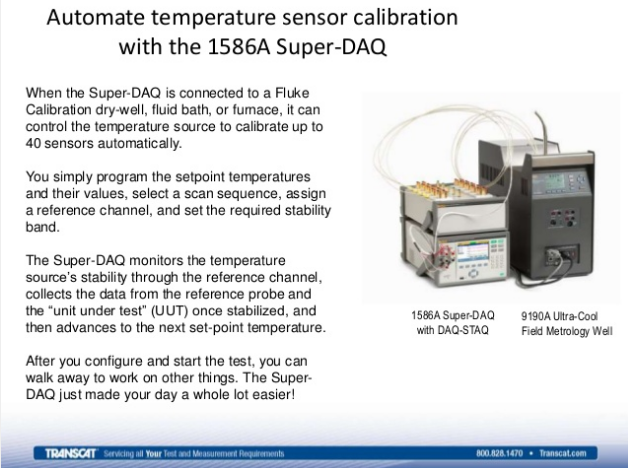
Another example of how to calibrate an RTD with a dry-block calibrator is to use another instrument to drive the process. We have a new product, Fluke has, called the 1586 Super-DAQ. We can use that instrument to control the heat source, any of the Fluke heat sources, baths or dry wells can be controlled by the 1586. We can calibrate up to forty sensors and we ask the 1586 to take control of the heat source and run it through its paces to go across the temperatures that we specify and collect the data, and store it for us. When we’re ready to make coefficients, we can do that. This gives you the ability to start a test and then walk away from it, and hopefully save you some time to go do other things you need to do in the lab.
We do have a couple of app notes and a video that can help you with the 1586 automated calibration process. I think those are pretty beneficial. You can find those on the website. If you have any questions about those, we’d be happy to talk to you about them.
Back to Top of Page ↑
Summary: How to Calibrate an RTD Using a Dry Block Calibrator
In summary, dry-blocks are a great option to use in a lot of situations. They are very versatile, light-weight, very portable and very quick to change the temperature in most cases. We do need to make sure we consider the sources of error that are associated with that. On-board references are a great way to combine instruments, so we’re not packing around an extra meter and a probe in addition to the dry well, and be sure to let any of us at Transcat or here at Fluke know how we can help with your specific application. Both companies have a lot of resources and great people who can help you resolve your calibration needs. With that, I think I’ll turn the time over to Nicole and she can wrap up, and then we’ll do some questions and answers.
Sure. Could you advance one slide for me? Obviously, that concludes our presentation portion of the webinar. Before we go on to answer any questions that were submitted, there is a limited time offer that you guys should look into and we will forward the details in a follow-up email, but there is an offer going on now that when you purchase a metrology well and an additional probe, or case, you will get a free additional temperature probe, and that’s worth over a thousand dollars. You might want to look into taking advantage of that. Again, we’ll send details later.
Back to Top of Page ↑
Still have questions? We're here to help!
Questions and Answers
1. How often do I need to calibrate RTD? ➩
3. Is there an immersion equation for thermocouples? ➩
4. Is the proportional band a reference to proportional parts? ➩
5. What are your thoughts on movable jaws for dry-block calibrators? ➩
6. What’s the difference in accuracy in a dry-block versus an oil bath? ➩
7. Does the probe need to be bottom out or can there be an air gap? ➩
9. Where did you get the values to populate the table in the calculating uncertainty slide? ➩
10. For odd-shaped thermocouples, how would you calibrate a flat surface thermocouple? ➩
16. If the inserts get stuck in the calibrator, is there something I can do to try to remove it? ➩
1. How often do I need to calibrate RTD?
That’s a great question, “How often should I calibrate an RTD?” It really comes down to a matter or risk. If you’re out using an RTD in an environment where at a tolerance condition or failure could be a real problem for you, then you might want to consider reducing calibration interval or at least doing an interim check more often. If a probe is handled properly and it’s not subject to a really high range of temperatures at its maximum, it’s likely that it doesn’t get a change a whole lot, but there is absolutely no way for anybody to guarantee that it won’t. We always have to consider that there is some level of risk associated with that. Lower temperature ranges and handling them properly definitely helps with that.
We would recommend that you evaluate your situation specifically to determine how often you should calibrate it. Another tool you can use to determine that is to evaluate, maybe shorten the calibration interval for a couple of times and see how the probe is behaving in the environment that it’s used in. If it seems to be that it’s not moving around much, it’s not drifting and it’s pretty stable, then you could consider lengthening that cal interval. Unfortunately, there is not one solid answer for that question, but if you’d like to discuss it more, you’re more than welcome to give me a call and we can talk about it some more.
Back to All Q&As ↑
2. Is the reference probe a SPRT/NIST calibrated probe or can I use any RTD obtained coefficients using the dry-block, and then utilize it as my reference and proceed to calibrate the rest?
Yes, good question. You can use any RTD or SPRT that you’d like to be your reference. If you remember the slide about the GUM compliant uncertainty analysis, we would have an uncertainty associated with that reference probe. If it’s an SPRT that was calibrated in fixed points, the uncertainty of the reference contribution would be quite a bit smaller than if it’s an RTD that was maybe calibrated by a comparison. Most of the time, the probes that we see used in references for dry-block calibrators are typically just an RTD, but in some cases a metal sheath SPRT is used, as well, on some of the deeper probes. I hope that helps to answer that question, but it would be okay to use either.
Back to All Q&As ↑
3. Is there an immersion equation for thermocouples?
Thermocouples are a little bit different animal. We probably won’t be able to get into detail about this. We do have some webinar series around thermocouple calibration but a good rule of thumb if you’re doing comparison measurement is to put the junction of the thermocouple, or the tip of it, in the center of the sensor of whatever you’re comparing it to. You might have to draw the thermocouple up off the bottom of the dry well maybe a half an inch if your reference probe has an inch-long sensor in it. It’s good to try to align the center of those junctions, but thermocouples are a completely different animal. The voltage is typically generated in the gradient zone of a thermocouple. That can be a little bit of a challenge, but it’s a good rule of thumb, as we illustrated with RTDs to insert them fully, and then maybe draw them off the bottom a small amount.
Back to All Q&As ↑
4. Is the proportional band a reference to proportional parts?
I’m not sure I understand that question but I’ll try to answer it the best I can. A proportional band is designed to dictate the behavior of the controller in a dry well on how it behaves if the temperature starts to drift a little. If it starts to cool off or heat up, the controller wants to take over and adjust for that. The proportional band setting will determine how the dry well behaves when it reacts to that, more like a response, if you will, from the dry well, is what the proportional band is. As I’ve mentioned before, on any good calibration report, it should tell you what the proportional band was when the unit was calibrated. It’s always best practice if you don’t do a bunch of testing to figure it out. It’s best practice to set it at that value, unless you’re doing something special.
Back to All Q&As ↑
5. What are your thoughts on movable jaws for dry-block calibrators?
I’m not quite sure I know exactly, that might be a removable insert question but I’m not quite sure what it meant by that. If we could get a little more clarification, but many of the dry wells have inserts that you can take in and out, and that’s certainly something that we feel acceptable.
The person that posed that question, if you want to send me a follow-up email, then we can facilitate getting you an answer to that one. My contact information is on the last slide, if we advance to that. Do you want to advance to that part? We’ll also send it in the follow-up email. Next one.
I did see a follow up about the movable jaw. “Movable jaw is spring-loaded for different diameter probes instead of using inserts of various diameter holes.”
I think I’ve heard of those, but I have never really laid eyes on one. I think if you think about that concept, I think the idea is that as I put probes in an out of this instrument that it will accommodate different sizes. The concern with it is how much of an air gap do I have after I put the probe in the device. If you see that there is a substantial air gap around the probe, there are going to be some uncertainties associated with that and how far away we are from the ambient environment will have a role in it. It’s a little bit difficult for us know. A test with a calibrated probe versus maybe a non-calibrated probe would be one way you could try to figure that out, but I don’t have a lot of experience with those spring-loaded inserts.
Back to All Q&As ↑
6. What’s the difference in accuracy in a dry-block versus an oil bath?
It can be pretty drastic. The reason being is the uniformities, instabilities and the errors that we talked about in the slide presentation today are generally a lot smaller in an oil bath. You could increase the performance of the calibration system by quite a bit by using an oil bath. The challenges with oil baths are that the trade-offs are that they don’t move temperature very quickly at all. They are typically fairly slow to change temperature. The range is fairly limited with fluids. We can cover -200 up to about 550 C with fluids but it takes different types of fluids to do that, where in a dry-block calibrator it’s pretty for us to move quickly and cover a broader range of temperatures. There is pluses and minuses to both situations, but typically speaking, baths would perform better in terms of keeping those uncertainties as low as possible.
Back to All Q&As ↑
7. Does the probe need to be bottom out or can there be an air gap?
It’s a good question. It’s okay for us to have an air gap at the bottom of a well, but as we talked about in the slides with immersion depth, you want to try to follow that fifteen times the diameter, plus the sensor length rule to help us to accommodate the stem conduction problems that we might get. There is no need for it to be resting at the bottom. If it doesn’t quite get there, that’s okay. We just want to consider those other sources of errors that we talked about.
Back to All Q&As ↑
8. On the slide for dry-block and two probes they looked like they were in the same hole. If so, wouldn’t the tips give off extra heat to each other?
I think he might be talking about where we were doing the calibration example and those two probes would’ve been in separate holes within the dry well. We have one illustration there we could see there were about eight holes in the top of a dry well, and we were talking about considering the hole to hole gradient, or the radial gradient specifications. If you have two probes that are in a well and they are touching, probes typically don’t provide a whole lot of self-heating. There is a very, very small amount and at the highest levels of temperature metrology, we can measure that parameter, but when we put probes in a hole next to each other I don’t typically see them heating each other up. A bigger problem is when we put two probes in one hole is that we have a lot of air gap around them and that creates uncertainty in the measurement, much more than any sort of self-heating or heating of one another would.
Back to All Q&As ↑
9. Where did you get the values to populate the table in the calculating uncertainty slide?
It’s a good question. Those values that was an example of an uncertainty budget we use in our lab. Over time, obviously we’ve tried to do our best to improve those where we can. Many of them come from spec sheets relating to equipment that we use. Others come from actual experiments and measurements that we make within our lab, but typically speaking, uncertainties come from the specification sheet from the manufacturer when we put those into an uncertainty budget like that. If we feel like we can make an improvement on one of them by doing some testing, we may do that and if there is one in particular you’re interested in or want to talk about that more, you can reach out to us about that.
Back to All Q&As ↑
10. For odd-shaped thermocouples, how would you calibrate a flat surface thermocouple?
That’s a really great question. We run into that quite often. There has been a couple of approaches in dealing with flat shapes or odd shapes in a dry well. I mentioned us being able to manufacture a custom insert. We’ve done a few that act like a bit of a clam shell where you would actually split the insert in two pieces and you would be able to put the probe in place, and then close the clam around it, the two pieces of the insert and then put in the dry well. That’s one option. The other option is to do it in a fluid to alleviate those sorts of problems, but it’s typically going to be a custom insert or go to a fluid.
Back to All Q&As ↑
11. Is it advisable to use the ITS90 table along with the dry-block and RTD own reader with no reference probe?
I think I know what we’re getting at here. The concept would be I have an RTD and a dry-block and measuring the resistance of it, and then pulling it off of a chart of some sort. The concern there is without calibration coefficients for the probe, how do we know what the behavior of the probe is? Unless that table has been generated for that probe specifically. If it’s a generic table, I would use some caution there. I think it’d probably be better off to make sure that whatever table I’m looking at is in relation to that specific probe. If it is, then that’s an acceptable way to do it, using a look-up table, but you’ve got to make sure it’s the table for that probe because no two probes are the same.
Back to All Q&As ↑
12. What if you have multiple thermocouples in one dry well? Would you suggest keeping them on in the middle or keep individually?
Yes. That’s a good question. A lot of times we see with thermocouples, people will bundle them together and put them all in one hole. I’ve seen done both ways. Sometimes they can be really small in diameter. If you don’t have an insert with that many small holes in it, it’s advisable to put them all together in one hole. If it’s possible to stick a fourth one in there to tighten up the fit a little bit, even though you’re not measuring it, it might be advisable to try to take off some of the air gap associated with that. Then making sure that they are fully immersed that we get them several inches into the dry well. That would be a critical component, but it is pretty common for people to do that with thermocouples and I think it tends to work well.
One thing you’ve got to remember with thermocouples is the uncertainties of a thermocouple can provide something on the order of a degree, maybe half a degree if you’re around ambient conditions, you’re not asking too much of it. All those uncertainties we were looking at earlier, when you relate them to the capability of a thermocouple, there may be not quite as big of a concern. Just make sure you’re not trying to get a couple of millikelvin out of a thermocouple, and that’ll help.
Back to All Q&As ↑
13. If a calibrated reference RTD is used for comparison, is it necessary to return the dry-block itself for recalibration periodically?
It’s a great question. It doesn’t necessarily need to come back to the manufacturer, unless we feel like there might be something with it. We do want to make sure that it’s stable, so the reference probe, you’d want to look at that at temperature and make sure that it’s not drifting around and it seems to be meeting the specification of the manufacturer put on stability, but when you’re not considering what the temperature display of the dry well says, when you’re relying on a reference probe, there really isn’t a need to send that in routinely, unless you think there is a problem.
I’m just going to put in a plug for Transcat, because we do offer calibration services for dry-blocks and basically all the types of measurement instruments that we sell.
Back to All Q&As ↑
14. What if the probe is an inch-long? Would this work in a dry-block or would a bath be preferred?
Yes, something that short we would definitely prefer to do in a bath. The diameter of that probe could also cause some problems, if it’s really small in diameter that would be helpful, but the challenge is you need to try to put a reference probe at the same depth, if you can, and that likely one-inch is going to have a huge impact on a reference probe. It’s a bad scenario. If the uncertainty of what you’re trying to do is a couple of degrees and you’re within a hundred degrees of ambient, you might be able to stay within that couple of degrees, but it would be advisable to try to do that in a fluid, in a micro-bath or something like that, if you can.
Back to All Q&As ↑
15. Can I perform an RTD reading with a moving portable dry-block being held with your hands perhaps vertically? In other words, with the Fluke’s 9100, will it introduce some sort of error? Some probes cannot be removed and the calibration may have to be performed in hard to reach areas.
I think, if I am understanding the question right, it’s the orientation of the dry-block during that cal process is not critical. If I needed to hold it horizontally or vertically or at an angle that would certainly be okay. With that 9100, we see that used all over the place in factories and tight spaces, hard to reach spaces and it’s certainly okay to do.
Back to All Q&As ↑
16. If the inserts get stuck in the calibrator, is there something I can do to try to remove it?
Good question there. I’ve had plenty of experience back in my days with service in trying to remove the stuck inserts and depending on the situation, they may or may not ever come out of there. You can try a little bit of WD-40, let it soak down between the seam and the insert, but I would certainly recommend that you just do small amounts over a period of time, and then try to use that to break it loose, but it’s possible that it is stuck for good. The problem is if a piece of debris gets between the insert and the block, and then if you pull it up a little bit and it just keeps getting tighter, then it’s kind of gulled and it probably won’t come out. You could always work through us, Transcat, to try to get that repaired. If you don’t need the insert to come out, it’s probably okay if it stays there too.
During the repair, we also offer dry block rentals. If you need a rental during downtime, you can definitely look us up. Give us a call or check us out online. We had a lot of great questions today. That concludes our time today. It’s just about three o’clock. Again, if you have further questions or would like to find out more about our products or service offerings, you can contact us at 800-800-5001. On the web, it’s Transcat.com, or you can email me directly at nvanwert@Transcat.com. Thank you everyone for joining us today and thank you, Kurt. We hope you got something out of today’s presentation and that you continue to join us for future Transcat e-learning webinars.
Thanks everyone.
Back to All Q&As ↑
Have more questions? Contact Transcat today!